



土地の料理に合う食中酒を
馬場酒造場/能古見

新酒が出来た時に作り酒屋の軒先に飾られる深緑色の杉玉。今年もそれがお目見えする季節がやってきた。さあ今年の出来はどうだろうと日本酒愛好者が今か今かと胸を躍らせている。

ここは鹿島市能古見地区に蔵を構える馬場酒造場。全国にもファンが多い「能古見」を醸造する酒蔵だ。

2012年から毎年3月末に開催される「鹿島酒蔵ツーリズム」の一蔵でもある。

佐賀の食べ物といえば〝濃潤甘口タイプ〟が主流。その味付けにあう食中酒を目指して日々酒造りに励んでいる。
8代目 馬場第一郎さん

創業は寛政7年(1795年)。昭和63年から8代目社長兼杜氏として同蔵の伝統と文化を受け継いでいる馬場第一郎さん。約370石の小さな蔵だからこそ出来る丁寧な酒造りでファンの心を掴んで離さない。
昭和56年には全国に4,000の造り酒屋があったそうだが、現在その数は何と1,700蔵。今後も減少し続けると言われており、生き残り合戦が続いている。佐賀県内も当時84蔵あった蔵が今では22蔵(造り酒屋のみ)にまで減少。「日本酒にとって代わるアルコール類の大頭が最も大きい要因でしょうね。でも日本酒がなくなることはないと思います。各蔵がそれぞれの個性・特色を出し、〝この酒に惚れた〟と言ってくれるお客様が増えていくことを願っています。」と馬場さん。

「能古見」ブランドを立ち上げたのは平成5年。全国各地、世界各国にはその土地ならではの食文化があって、その味が活かせるお酒は日本酒しかないと思っていると馬場さん。今後もそのスタンスは変えずに、若い人にも手に取ってもらいやすいリキュールや低アルコール商品など遊び心のある新商品開発にも力を入れたいという。
そんな馬場さんを陰ながら支えている奥様は平成2年にこの蔵へ嫁いだそうだ。

造り酒屋に嫁ぐことに不安はなかったかと尋ねると、「確かに不安はありましたけど割と自由に動けましたし、近所の方々にも大変可愛がっていただいたので全く問題はありませんでした。」と奥様。現在はお店や事務、雑用などの業務は全て奥様がお一人で切り盛りされている。
注目を集めた「造り酒屋の息子が造るコラボ酒」
馬場さんの息子さんは、佐賀大ブランドの日本酒「悠々知酔(ゆうゆうちすい)」の醸造に携わった。造り酒屋の息子が鹿島市・矢野酒造や農学部の学生と協力して日本酒を造っていると注目を浴びた。当時私自身も「悠々知酔(ゆうゆうちすい)」を嗜んだが、スッキリとしていて、かつ旨味がしっかりと感じられる素晴らしい日本酒だったと記憶している。現在息子さんは佐賀大学大学院博士課程で修学中だが、9代目として蔵を継ぎたいと話していらっしゃるそう。

今年9年目を迎える鹿島・酒蔵ツーリズムは年を追うごとに参加者が増えていて昨年は9万9千人を動員した(嬉野温泉酒蔵まつりも含む)。テーマパークなどのように「1度経験したらそれで満足」という感覚とは違い、毎年ちょっとずつ味が違うことが多くのリピーターが増えている理由なのかなと馬場さん。同蔵は普段は酒蔵見学などは行っておらず、酒蔵ツーリズムの時だけ開放されている。「皆さんとてもマナーが良くて、国内外を問わず、もっと日本酒を楽しんでくれる人が増えてほしいなと思っています。」と語ってくれた。
今回は特別に
蔵の内部を見学させてもらいました

飲食店でいう厨房と同じ、大切な蔵の内部を今回特別に見学させていただいた。まずは日本酒の原料であるお米から。お米は鹿島市の契約農家さん13軒をはじめ、佐賀県内の農家さんが作る山田錦・佐賀の華を使用している。
酒造りの基本は「一麹(こうじ)、二酛(もと・酒母のこと)、三造り」。
まずは麹造りから。
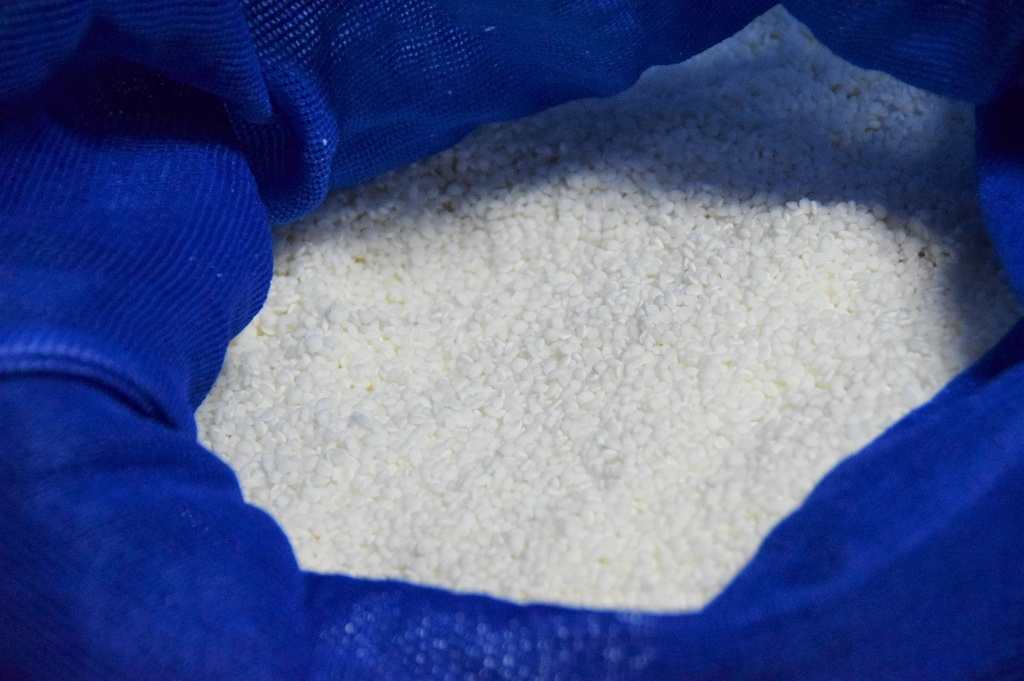
いい酒を造るには、第一に挙げられている〝麹〟が必要不可欠。良い麹を作るには良い〝蒸米〟が必要。良い蒸米に仕上げるためには米一粒一粒が一定の吸水率でなければいけない。吸水率のばらつきが出ないように気温、水温、水に浸す時間などに注意を払う。
「洗米・吸水」の作業から酒造りはスタートする。多い時は1日に700キロの白米を仕込むそうだ。しかし1度に洗米できる量はわずか10キロ。洗米の作業を1日に70回も繰り返すという非常に根気がいる仕事なのだ。洗米が終わると米に吸水をさせる。

吸水が終わり米を蒸したら、蒸し米を〝麹用〟と〝造り用〟の二つに分ける。その麹用に割り当てられた蒸し米に麹菌を振りかけて麹を作る作業に移る。

ここは大吟醸、純米大吟醸用の製麹室(麹を作る部屋)だ。高精白の米は機械では対応できないため、全て手作業で管理されるのだ。1つの木箱に15キロの蒸し米を入れ、麹菌を振りかける。麹菌を振りかけて1日目は全体に纏わせるためにそのまま寝かせ、奥(芯)まで浸透させるために2日目は部屋を乾燥させる。麹が蒸し米に浸透していくときに温度が上がっていくのだが、それ緩やかに下げていくという作業を繰り返して最高の麹を作り上げていく。30~60分置きに検温しながら温度管理をしなければならず、これもまた根気のいる作業だ。
このあと登場する「酵母」というものは、蒸した米を栄養源として発酵しアルコールを作り出すのだが、酵母は本当に小さな物質で蒸した米粒は大きすぎて食べられない。それを食べやすく、小さく切り刻んでくれるのが麹菌なのだ。

こちらは大吟醸・純米大吟醸以外の製麹室。温度が上がったら自動で制御してくれる機械が導入されていて、精白50%までの麹はこちらで作られる。

ところで、麹はどのような味がするかご存じだろうか。(無類の酒好きである私はそういうところに興味津々でして。笑)今回特別に、出来上がった麹を食べさせてもらった。感想はというと〝ほんのり栗っぽい甘い味〟。この麹があの美味しいお酒に変身するのか…と仕事を忘れて想いを馳せてしまった。
続いて酛(もと、酒母造り)。
酛とはアルコール発酵に必要な酵母を大量に培養する工程のこと。この大量に培養させたものを〝酒母〟という。さて、酒造りでなぜ酵母が必要なのかというと理由は2つ。アルコールを発酵させるためと香りを付けるため。その酵母の数を増やすためにこの作業が必要なのだ。
同蔵で作られている酒母は2種類。
①アンプル仕込み。醸造用の乳酸菌と麹、水、酵母を使用して約3日で完成する。しかし強い酵母も弱い酵母も混ざっており、こちらは特別純米に使用される。
②中温速醸(ちゅうおんそくじょう)仕込み。20℃近辺を維持して酒母を作る手法。約1週間かけて強い酵母が残り、これを大吟醸系に使う。

そして造り。
「初添え、仲添え、留添え」の三段階仕込み
蒸し米、麹、酒母と水をタンクに入れて仕込みが始まる。造りは、酵母数を安全確実に増やすために「初添え、仲添え、留添え」という三段階で行われる。添え、仲、留と進むにつれて投入する蒸し米、麹、水の量を増やしていくことで、雑菌の増殖を防ぎながら酵母を増殖させ、投入した材料全体の順調な発酵へと繋げていくのだ。留まで終わるとそこから約1ヶ月間発酵させる。ここからは温度管理。5.5度で醪(もろみ、仕込中の酒のこと)の温度を緩やかに11度まで上げて酵母数を増やし、緩やかに6度まで下げていくことを繰り返していく。なぜ温度を下げるのか、それは香りを出すため。酵母はいじめると華やかな香りが出るという特徴を持っていて、居心地が良い状態が続くと良い香りが出ないのだそうだ。

しかし、酵母も生き物。人間と同じで温度変化がのこぎり形だと酵母もヘタってしまう。だから緩やかな温度調整が必須なのだと馬場さんは語る。毎日醪の状態を見ながら分析をし、対応を打つようにしているそうだ。見学中、タンクの中の醪の香りを嗅がせてもらった。仕込みから17日が経過した醪は日本酒独特のいい香りがほんのりと漂ってくる程度。これがあと2週間後にどんな風に仕上がるのか楽しみで仕方がない。

蔵の中には仕込み中のタンクがたくさん並んでおり、2日に1本留め添え仕込みをする。1ヶ月ほど発酵させて搾り、空になったらまたそこに仕込むことを繰り返し個なっている。

温度調整に使われるのが〝暖気樽(だきだる)〟と呼ばれるもの。お湯を入れれば湯たんぽになるし、水を入れれば冷やすことができる。

ワインはブドウに酵母を入れて発酵させる単発酵と呼ばれる発酵方法。一方、日本酒は麹が蒸し米を切ったり溶かしたりしながら同時にアルコールを発酵させる〝並行複発酵〟と呼ばれる発酵方法である。これは日本酒独特の発酵方法で、高度な管理技術を必要とする。
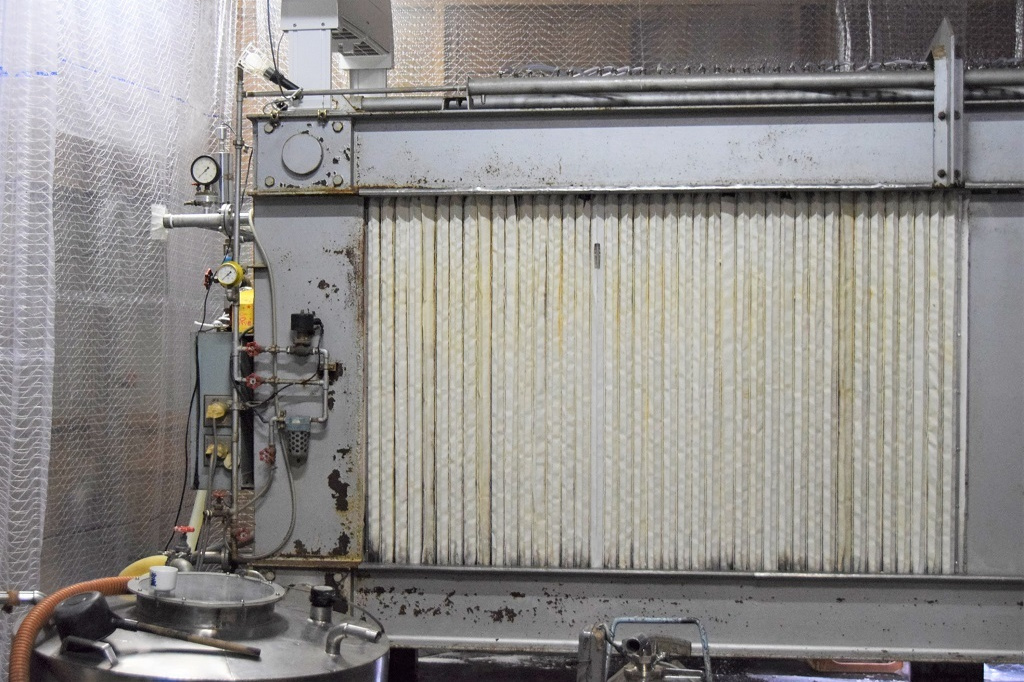
約1ヶ月発酵させたら搾りの工程に移る。こちらが搾り機だ。濾す網目が粗ければにごり酒やあらごしになる。

搾り立ての大吟醸は爽やかでフレッシュな味わいだったが、まだ少し角が立っていた印象。味が落ち着いたのちに瓶詰めされ、消費者の元へ届けられる。さあ、今年の能古見の出来を是非ご賞味あれ。
商品の紹介
仕込み水は多良岳山系の伏流水(地下水)を使用しており、爽やかで柔らかく米の旨味がしっかりと感じられるお酒。お客様に信頼される蔵元でありたいと、大量生産を一切行わない経営方針だ。丹精込めて1本1本丁寧に造られた「能古見」、飲食店や酒屋で見かけた際はぜひ手に取ってみてほしい。

純米吟醸能古見 あらばしり
【特徴】搾りたて生のフレッシュな味わいのお酒です。年1回の限定発売(2月)。
【アルコール度数】16.5 %
【日本酒度】+2
【酸度】1.5
【原料米】山田錦
【精米歩合】50 %
【飲み方】冷やして、常温

大吟醸 能古見
【特徴】1500本しか造ることができない手作り限定品です。ソフトな中にリンゴの様な綺麗な香りがたなびく極上のお酒です。
【アルコール度数】16 %
【日本酒度】+4
【酸度】1.1
【原料米】山田錦
【精米歩合】35 %
【飲み方】冷やして、常温

純米吟醸 能古見
【特徴】メロンやバナナを思わせる芳しい果実香。弊社一番の人気商品です。
【アルコール度数】16%
【日本酒度】+2
【酸度】1.5
【原料米】山田錦
【精米歩合】50 %
【飲み方】冷やして、常温、ぬる燗

本醸造 能古見
【特徴】スッキリした味の中にほのかにリンゴの様な吟醸香を思わせるタイプです。
【アルコール度数】15 %
【日本酒度】+6
【酸度】1.4
【原料米】佐賀の華
【精米歩合】58 %
【飲み方】常温、燗
特別純米酒 能古見
【特徴】ほのかな吟香とお米の味わいを感じるあっさりタイプの辛口なお酒です。
【アルコール度数】15 %
【日本酒度】+5
【酸度】1.5
【原料米】佐賀の華
【精米歩合】58 %
【飲み方】冷やして、常温、ぬる燗
| 名称 | (有)馬場酒造場 |
|---|---|
| 住所 | 鹿島市大字三河内乙1365 |
| TEL | 0954-63-3888 |
| 営業時間 | 8:00~17:00 |
| 定休日 | 土、日曜、祝日 |
| HP | |
| アクセス | JR肥前鹿島駅より車で約14分 祐徳バス「三獄神社前」バス停より徒歩約2分 武雄北方ICより車で約30分 |